
آنالیز حالات و اثرات خرابی که به اختصار آن را مانند سایر نقاط جهان در ایران هم به نام FMEA میشناسند، ابزاری برای کسب آگاهی نسبت به وضعیت تجهیز و پیشبینی خرابی آن است تا بتوان بهوسیلهٔ آن اثرات آن را محدود کرد. FMEA واژهٔ اختصاری failure mode and effects analysis به معنی آنالیز حالات و اثرات خرابی است. در مقالهٔ پیشرو به موضوعات زیر خواهیم پرداخت:
- FMEA چیست؟
- انواع مختلف FMEA
- نحوه ایجاد FMEA
- و نحوهٔ بکارگیری FMEA در تیمهای نگهداری و تعمیرات
- نقش نرم افزار نگهداری و تعمیرات
فهرست مطالب
آنالیز حالات و آثار خرابی – FMEA چیست؟
تجزیه و تحلیل حالات و اثرات خرابی یا FMEA، تمام سناریوهایی که طی آن ممکن است یک قطعه از تجهیزات خراب شود و تأثیر بالقوه این خرابیها را شناسایی و مستند میکند. در FMEA معمولا جزئیات زیر تشریح میشود:
- حالات خرابی (Failure Modes) برای قطعات مجزای تجهیز
- پیامدهای خرابی ست بر بهرهوری و ایمنی
- ایجاد طرح و برنامهای برای پیشگیری یا واکنش به این مسائل
طراحی یک برنامهٔ FMEA و بکارگیری آن جزئی کلیدی از نگهداری و تعمیرات مبتنی بر قابلیت اطمینان (RCM) است.
۵ هدف اصلی در برنامهٔ FMEA وجود دارد:
- با کاهش احتمال خرابیهای رایج و بحرانی با اجرای استراتژیهای نگهداشت بابرنامه و اجرای رویههای عملیاتی استاندارد از خرابیهای بالقوهٔ آینده جلوگیری میکند.
- زمان واکنش را کاهش میدهد.
- زمان داونتایم یا خاموشی تجهیز را کاهش میدهد.
- باعث افزایش سلامت و ایمنی در هنگام وقوع خرابی تجهیز میشود.
- نگهداری و تعمیرات پیشگیرانه و نگهداری و تعمیرات اصلاحی را در شرایط غیراضطراری را در اولویت قرار میدهد.

ماژولهای نرم افزار نگهداری و تعمیرات پگاه آفتاب
انواع FMEA
انواع طرح و برنامه FMEA را میتوان بر اساس نوع ریسکی که مورد ارزیابی قرار میدهند و تأثیری که به جا میگذارند به زیرگروههایی دسته بندی کرد. در ادامه خلاصهای مختصر از هر نوع از FMEA آورده شده است:
۱. FMEA (آنالیز حالت خرابی عملکردی و اثرات آن):
آنالیز حالت خرابی عملکردی و اثرات آن یا FFMEA که حالت اختصاری functional failure mode and effects analysis است، ریسکهایی را که بر نحوه عملکرد یک سیستم تأثیر میگذارد، تجزیه و تحلیل میکند. هدف FMEA (که گاهی اوقات آنالیز حالات خرابی سیستم و اثرات آن نامیده میشود) جلوگیری از این خرابیها قبل از وقوع است.
۲. DFMEA (آنالیز حالت خرابی طراحی و اثرات آن):
آنالیز حالت خرابی طراحی و اثرات آن یا DFMEA که حالت اختصاری design failure mode and effects analysis است ریسکهای یک تجهیز را در مرحله طراحی ارزیابی میکند. هدف از این آنالیز، یافتن و تصحیح مشکلات احتمالی یک تجهیز قبل از استقرار و نصب آن برای افزایش قابلیت اطمینان آن، کاهش میزان نگهداشت مورد نیاز و افزایش چرخه عمر دارایی است.
۳. PFMEA (آنالیز حالت خرابی فرایند و اثرات آن):
آنالیز حالت خرابی فرایند و اثرات آن یا PFMEA که حالت اختصاری process failure mode and effects analysis است، به دنبال تحلیل خرابیهای احتمالی در یک فرایند است. تفاوت بین PFMEA و سایر انواع FMEA در این است که بر روی مواردی که ممکن است در حین کار و نگهداشت (که مجموعاً میتوان آن را فرایند نامید) یک سیستم مشکل ایجاد کند تمرکز میکند.
۴. FMECA (آنالیز حالات خرابی، اثرات و بحرانیت آن):
آنالیز حالات خرابی، اثرات و بحرانیت آن یا FMECA که حالت اختصاری failure mode, effects, and criticality analysis است با عنوان تحلیل بحرانیت نیز شناخته میشود، هر دو موضوع حالات خرابی و سطح ریسکهای مرتبط با هر حالت خرابی را مورد تجزیه و تحلیل قرار میدهد.

۴ نوع از FMEA
تفاوت بین حالات خرابی و کدهای خرابی چیست؟
حالات خرابی، به خطا یا نقصی گفته میشود که باعث اختلال در عملکرد سیستم میشود. نمونهای از حالات خرابی در یک نوار نقاله با سرعت متغیر ممکن است گیرپاژ بلبرینگ آن باشد. شکستگی یاتاقان باعث کند شدن یا توقف عملکرد نوار نقاله میشود.
اما کد خرابی، یک حالت خرابی است که معمولاً با یک برچسب مبتنی بر ترکیب حروف الفبا و اعداد نشان داده میشود. کدهای خرابی اغلب در نرم افزار نگهداری و تعمیرات به عنوان راهی برای انتقال سریع اطلاعات و مرتب سازی یا گزارش خرابی استفاده میشود. کدهای خرابی معمولاً توسط سه رکورد اطلاعاتی متنی پشتیبانی میشوند. نمونهای از کد خرابی را میتوانید در تصویر زیر ببینید:

نمونهای از کد خرابی
تفاوت FMEA و FRACAS چیست؟
آنالیز حالات و اثرات خرابی یا همان FMEA، خرابی احتمالی، علل بهوجود آمدن هر خرابی و اثرات هر یک از آنها روی تجهیز را مشخص میکند. فرایندی که حوادث احتمالی آینده و علل احتمالی ریشهای آنها را فهرست میکند و در دستهٔ اقدامات پیشگیرانه و پیشکنشی جای میگیرد.
سیستم FRACAS ـ گزارش و ارزیابی خرابی و عمل اصلاحی اما یک سیستم گزارشدهی حلقه بستهٔ واکنشی است، که خرابیهایی را که قبلاً رخ دادهاند را مورد تجزیه و تحلیل قرار میدهد. در سیستم FRACAS خرابیهای گذشته بررسی میشوند تا فهمیده شود این خرابی چرا اتفاق افتاده و چه تأثیری داشته است، تا بتوان با دانستن این موارد از بروز این خرابیها در آینده جلوگیری کرد. سیستم FRACAS برخلاف FMEA یک اقدام و طرح و برنامهٔ تحلیلی واکنشی است.
ایجاد FMEA برای نگهداری و تعمیرات، بخش کلیدی طراحی سیستم FRACAS است. در واقع، این اولین مرحله از فرایند است. FMEA مبنایی برای فهم خرابی و همچنین عملکرد تیم نگهداشت و تجهیزات شما است. شما میتوانید بر اساس این اطلاعات تصمیمگیری کنید، مثلاً چه گزارشهایی ایجاد کنید یا چه خرابیهایی را هدف قرار دهید.

حلقه FRACAS
نقش نرم افزار CMMS در تحلیل خرابی تجهیزات
سیستم مدیریت نگهداری و تعمیرات یا همان نرم افزار CMMS سیستمی است که به کارشناسان نگهداری و تعمیرات کمک میکند تا تمام کارهای مربوط به تیم خود و رسیدگی به تجهیزات را به صورت سیستماتیک و دیجیتالی مدیریت و پایش کنند.
توجه به این نکته ضروری است که تحلیل و بررسی خرابیهای گذشته یک مرحله کلیدی در ارجایی ساختن کامل FMEA است. به عنوان مثال اگر در حال بررسی و تحلیل تاریخچهٔ عملکرد یک ماشین یا فرایند در تاسیسات خود باشید، پرسنل نگهداری و تعمیرات شما احتمالاً در طول مدت زمانی که عهدهدار کارشان بودهاند، دادههایی مفید برای شما برای فهم بهتر وضعیت دارایی جمعآوری کردهاند. اما مهم اینجا است که این دادهها در یک سیستم نرمافزاری با دستهبندیها و توصیفات و مشخصههای مناسب به سادگی در دسترس باشند.
یک نرم افزار نگهداری و تعمیرات کاری باید امکان ثبت همهٔ موارد زیر را در خود داشته باشد و امکاناتی برای گزارشگیری و تصمیمسازی مبتنی بر این دادهها ارائه دهد:
- چه قطعه و تجهیزی خراب شده است
- خرابی در چه زمانی رخ داده است
- چرا خرابی رخ داده است
- برای رفع خرابی چه اقداماتی انجام شده است
- آیا پس از اقدامات اصلاحی دوباره آن قطعه یا تجهیز خراب شده است یا خیر
هرچه نرم افزار CMMS شما دقیقتر بتواند به پرسشهای بالا پاسخ دهد، دادههای بیشتر و دقیقتری برای بکاربستن آنها در طرح و برنامهٔ FMEA خواهید داشت.
نحوه انجام آنالیز FMEA
هدف انجام آنالیز FMEA و FMECA ارائه لیستی از حالتهای خرابی احتمالی با سرفصلهای زیر است:
- اهمیت: آیا این خرابی جزئی کلیدی است؟
- اثر: اگر این حالت خرابی رخ بدهد چه اتفاقی دیگری میافتد؟
- احتمال: احتمال وقوع این خرابی احتمالی چقدر است؟
برای انجام آنالیز FMEA میتوان از یک جدول یا فرم مخصوص FMEA استفاده کرد تا نسبت به تصمیمات خود در مورد تغییراتی که میتواند از گسترش خرابی جلوگیری کرد آگاهی بهتری داشت.
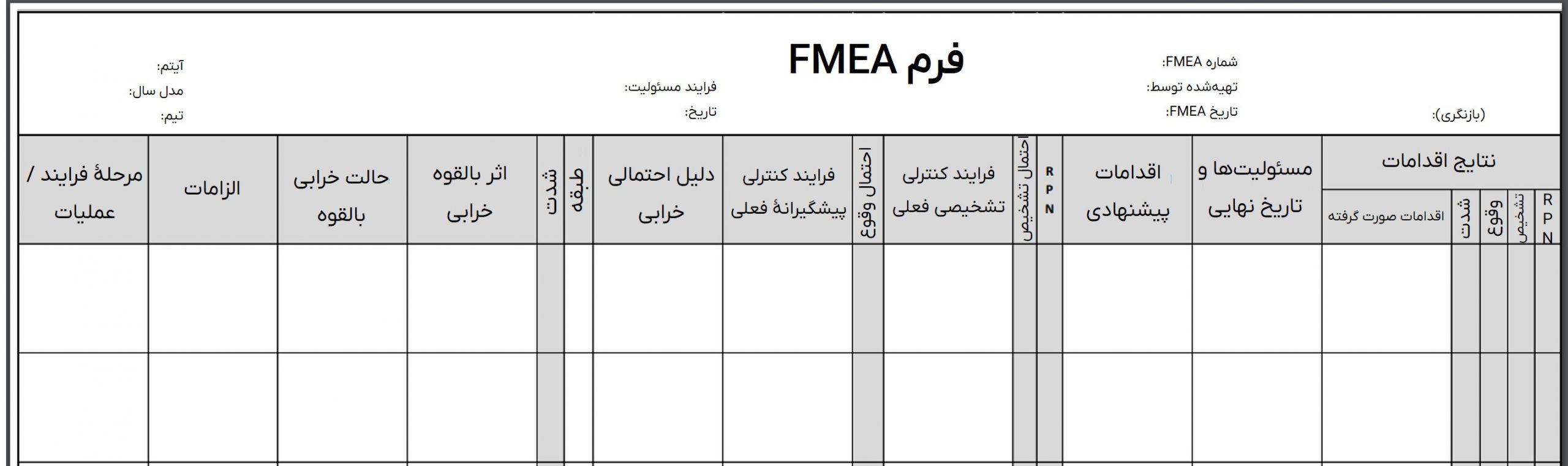
نمونهای از فرم FMEA – آنالیز حالات و اثرات خرابی
در ادامه به گامهای لازم برای اجرای آنالیز FMEA میپردازیم.
گام ۱: تصمیمگیری کنید که از کدام مدل از FMEA میخواهید استفاده کنید و اطلاعات لازم را جمعآوری کنید
همانطور که در مقدمه ذکر شد، چند نوع FMEA وجود دارد:
مدل DFMEA (آنالیز حالت خرابی طراحی و اثرات آن) کل طول عمر قطعه را در مرحله طراحی در زیر نظر میگیرد. در این مدل ما به مواردی چون خصوصیات مواد، رابطهٔ بین اجزای قطعه، هندسه و الزامات مهندسی آن باید توجه داشته باشیم.
مدل PFMEA (آنالیز حالت خرابی فرایند و اثرات آن) تمام مراحلی (فرایندها) را زیر نظر میگیرد و تحلیل میکند که منجر به خلق محصول نهایی میشود. مدلی که در سازمانهای تولیدی و کارخانهها محبوبیت زیادی دارد. در این مدل از FMEA ما به روشهای پردازش، ماشین آلات و استراتژیهای نگهداری و تعمیرات متمرکز هستیم.
در نهایت مدل FFMEA (آنالیز حالت خرابی عملکردی و اثرات آن)، به جای تمرکز بر روی بخشهای جداگانه، شمای کلی و تصویر بزرگتر بزرگ را پایه و اساس کار آنالیز خود در خصوص حالات خرابی میکند.
وقتی تصمیم گرفتید چه مدل از FMEA را اجرا و پیادهسازی کنید، مرحله بعدی کار، جمع آوری اطلاعات کافی برای توصیف جزئیات محصول یا فرایند است. عمل جمعآوری اطلاعات را میتوان از چند منبع و با کمک نقشهها، الگوها، فهرستها اجزاء و قطعات و اطلاعات اینترفیس، انجام داد.
در این مرحله استفاده از نمودار درختی یا بلوکی میتواند امکان خوبی برای ما فراهم آورد تا بهوسیلهٔ آن به راحتی روابط بین بخشهای مختلف را مشاهدهپذیر کنیم.

نمونهای از نمودار درختی

نمونهای از نمودار بلوکی
گام ۲: حالتهای احتمالی خرابی را شناسایی کنید
در این مرحله به نمودار درختی و نمودار بلوکی خود مراجعه میکنیم. برای هر مورد روی نمودار – و هر یک از اتصالات آن – همه راهها و سناریوهایی که میتواند منجر به وقوع یک خرابی شود را یادداشت میکنیم.از زوایای مختلف باید به این خرابیهای بالقوه نزدیک شد.
باید در این گام خلاق باشیم! سناریوهای زیادی وجود دارد که یک تجهیز ممکن است طی آن عملکرد نادرستی از خود نشان دهد:
- قطعه، تجهیز یا سیستم یک عملکرد ناخواسته از خود بروز میدهد
- عملکرد ضعیف
- کاهش کارآیی
- عدم تکمیل کارکرد مورد نظر
همچنین برخی از حالتهای خرابی پنهان نیز وجود دارد که تشخیص آنها آسان نیست، برخی از این احتمالات پیچیده شامل موارد زیر است:
- ترک خوردگی
- وجود اتصال کوتاه الکتریکی
- خستگی یا فرسودگی گشتاور (Torque Fatigue)
- تغییر شکل بیش از حد
- و احتمالات متعدد دیگر …
دادههای موجود در نرم افزار CMMS ما در این مرحله میتواند منبعی غنی برای این طی کردن این گام و شناسایی حالات خرابی باشد، زیرا با این اطلاعات میتوانیم کلیهٔ اطلاعات تجهیز، دستورکارهای انجامگرفته شده بر روی هر تجهیز، تناوب اعمال اقدامات، اطلاعات به دست آمده از سنسورهای احتمالی و کلیهٔ روندهای مورد استفاده در تحلیل تجهیز و رفتار آن را در طرح FMEA خود و شناسایی حالات بالقوهٔ خرابی بکار بگیریم. همچنین مطالعهٔ خرابیهای غیرمنتظرهٔ رخ داده در گذشته میتوانند چشمان ما را به روی احتمالاتی که تا پیش از این از نظرمان پنهان بود، باز کند.
گام شناسایی، مرحلهای زمانبر است و باید توجه داشت که نباید در این مرحله عجله به خرج داد و سرعت را فدای دقت کرد.
گام ۳: آنالیز اثر و علت خرابی را انجام دهید
خرابیها معمولا تکثیر میشوند، پس لازم است که برای هر مولفه و قطعه و جزئی که با خرابی روبرو شده است از خود بپرسیم: «اگر عملکرد این قطعه یا جزء از سیستم متوقف شود، در پاییندست آن چه اتفاقی میافتد؟»
همچنین باید به تأثیر هر خرابی بر محیط و مشتریان یا کاربران داخلی و خارجی، نیز توجه داشته باشیم.
هم زمان با پر کردن فرم FMEA خود، از دو منظر به هر مورد خرابی فکر کنید: یکی اینکه چه چیزی در پایین فرایند تاثیر میگذارد، و یکی این که چه چیزی در بالای فرایند میتواند بیش از همه باعث بروز چنین مشکلی شود. این موارد میتواند رخدادهای زیر باشند:
- خطای انسانی (مانند استفاده مصالح نادرست برای دیوارهای حمال)
- مواد معیوب (مانند مواد کم کیفیت که با استانداردهای ضعیف سازنده ساخته شده است)
- الزامات مهندسی نادرست (مانند پیروی نکردن از استانداردهای مهندسی که حداقل مساحت مورد نیاز برای تحمل فریم فولادی را مشخص می کند)
این تفکر به علل در بالادست یا بالای فرایند را تحلیل علل ریشهای یا RCA مینامند.

نمونهای از نمودار تحلیل علل ریشهای
گام ۴: شدت خرابی را درجهبندی کنید
در این مرحله باید هر خرابی را در مقیاس ۰ تا ۱۰ بر اساس شدت خرابی رتبهبندی کنید که در آن:
- صفر یا کمترین شدت خرابی مساوی است با این که خرابی هیچ تاثیر قابل اندازهگیریای بر تجهیز و تولید ندارد.
- ۱۰ یا حداکثر شدت خرابی مساوی است با این که بروز خرابی خطرناک خواهد بود و نیاز به مداخلهٔ فوری دارد.
در این گام به هر تاثیری از خرابی اعم از تاثیر بر، عملیات پایین دستی، محیط، و هر فرد یا هر چیز دیگری که ممکن است تحت تأثیر قرار گیرد نگاه میاندازیم. همچنین باید اثر مالی هر خرابی، آثار آن بر ایمنی فیزیکی، اتلاف زمان، آسیب به تجهیزات و غیره نیز بررسی شود.

نمونه فرم درجهبندی شدت خرابیها که قرار است در طرح FMEA مورد استفاده قرار گیرد
گام ۵: رتبهبندی وقوع رخدادها
در این گام باید به دنبال این برویم که ببینیم هر چند وقت یکبار (تناوب زمانی) احتمال وقوع هر خرابی وجود دارد.
به عنوان مثال، فرض میکنیم خرابی این مورد است: «مصالح ساختمانی نامرغوب باعث ناپایداری دیوار شده است». در مورد این مثال در این گام باید مشخص کنیم که به دلیل این مشکل چه قدر احتمال سقوط دیوار وجود دارد، نه اینکه تجهیزات به دلیل افتادن دیوار روی آنها تا چه میزانی تخریب میشوند.
یک بار دیگر، خرابیهای احتمالی را در مقیاس ۰ تا ۱۰ رتبهبندی میکنید که در آن:
- صفر یا کمترین رتبه به معنی این است که خرابی اصلاً بعید است هرگز اتفاق بیفتد.
- ۱۰ یا بیشترین رتبه به این معنی است که این خرابی قطعاً رخ خواهد داد.
گام ۶: ارزیابی و رتبهبندی تشخیص خرابی
در گام ششم باید به به دنبال فهم این موضوع باشیم که تشخیص هر خرابی با سیستمهای کنترلی موجود و بکارگرفته در سازمانمان چقدر آسان یا دشوار خواهد بود. «سیستم کنترل» در اینجا میتواند مجموعهای پیچیده از سنسورها سفارشی یا حتی یک بازرسی سریع چشمی برای بررسی احتمال روغنریزی باشد.
حالت ایدهآل یک سازمان تجهیزمحور این است که مشکلات و عیوب را قبل از اینکه منجر به خرابی کامل، خواه خرابی یک قطعه، تجهیز یا سیستم باشد، را شناسایی کند. در این گام و برای رتبهبندی درجهٔ تشخیص باید همهٔ مکانها و نقاطی که میتوانید سیستمهای کنترل فرایند را در آنها پیادهسازی کنید را در نظر داشته باشید تا مشکل و نقصان احتمالی را قبل از بروز آبشاری مشکلات و خرابیها حل کنید.
پس از این کار برای هر خرابی مانند موارد قبل مقیاسی از ۰ تا ۱۰ در نظر بگیرید و موضوع تشخیص خرابی را به ترتیب زیر رتبهبندی کنید:
- صفر یا کمترین درجه به این معنی که تقریباً مطمئن هستید که خرابی را زود تشخیص میدهید.
- ۱۰ یا بیشترین درجه به این معنی که نه خودِ خرابی و نه علل احتمالی بروز خرابی قابل تشخیص نیستند.
اگر احتمال تشخیص کم است باید این سوالات را از خودمان بپرسیم و دنبال جوابی برای آنها باشیم:
- آیا جزء دیگری از محصول یا مرحلهای دیگر از فرایند وجود دارد که بتوانیم در جایی که این نقص قابل تشخیص است از آن استفاده کنیم؟
- اگر نتوانیم خرابی فرایند یا محصول را تشخیص دهم، با چه سرعتی میتوانیم آسیب را تشخیص دهیم؟ و برای این کار چه سیستم هایی را باید بکار بگیریم؟
- و سوال آخر این که اگر نظارت خودکار و سیستمی به سادگی امکان پذیر نباشد، آیا میتوانیم تستها و آزمایشهای دورهای را به بخشی از پروتکل نگهداری و تعمیرات روتین خود بدل کنیم؟
گام ۷: RPN یا عدد اولویت ریسک را محاسبه کنید
در گام هفتم باید عدد اولویت ریسک را که به اختصار آن را RPN (Risk Priority Numbre) مینامیم را به دست آوریم. عدد اولویت ریسک یا RPN را با ضرب سه رتبهای که در گامهای ۴، ۵ و ۶ به دست آوردیم، یعنی رتبهٔ شدت خرابی، رتبهٔ نرخ وقوع یا احتمال خرابی و رتبهٔ نشخیص خرابی و علل آن، محاسبه میکنیم.
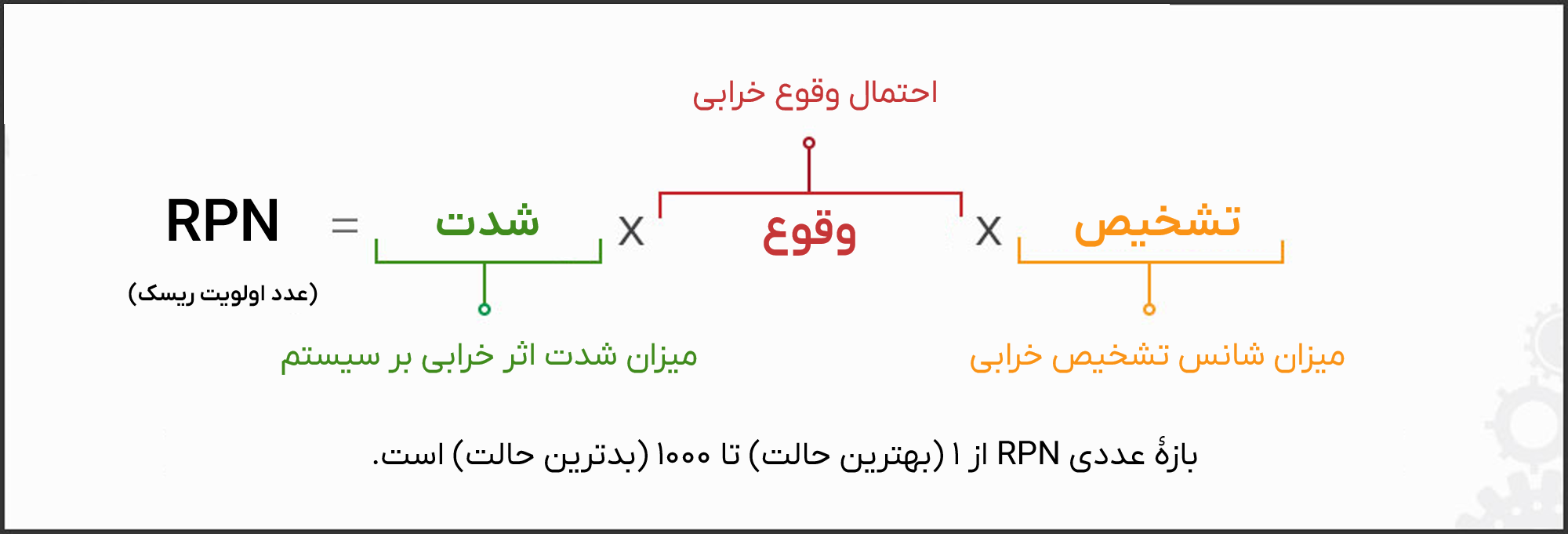
فرمول محاسبه RPN
یک خرابی نسبتاً شدید (۵ از ۱۰) با احتمال وقوع بسیار کم (۲ از ۱۰) اما با خیلی دشوار برای تشخیص (۸ از ۱۰) دارای عددRPN ۸۰ است (۵ * ۲* ۸) است.
محاسبهٔ عدد RPN را برای هر خرابی در برگه FMEA خود انجام میدهیم و طبق آن خرابیها را به ترتیب از ریسک زیاد تا ریسک پایین مرتب میکنیم. در این مرحله باید برای تعیین سطح «بحرانی» خابی با تیم خود مشورت کنیم. در برخی صنایع یا کارخانهها، عدد بحرانی خرابی ممکن است ۹۰ باشد و در برخی دیگر از صنایع این عدد ممکن است تا ۵۰ هم پایین بیاید.
برخی از خرابیها که جزئی به نظر میرسند، میتوانند محرکهایی برای خرابیهای دیگر باشند که کاملاً فاجعهبار باشند. بنابراین خیلی امید است که در هر گام از مراحل بالا که به امر رتبهبندی موضوعات مختلف مرتبط است، مراقب باشیم و حساسیت به خرج دهیم. زیرا در سیستمهای پیچیده تفکیک کوهها و تپهها (عناصر پیدا و پنهان موجب خرابیهای فاجعه بار) چندان آسان نیست.
گام ۸: اقدام کنید
پس از به دست آوردن RPN و رتبهبندی نهایی خرابیها بر اساس این عدد در فرم FMEA خود باید از موارد بالای لیست شروع کنیم و به دنبال راههایی باشیم که بتوانیم حداقل یکی از سه مولفهای (شدت، احتمال وقوع و احتمال تشخیص خرابی) که بر RPN اثرگذارند را کاهش دهیم. برای کاهش این سه مولفه در مرحلهٔ اجرایی برای هر یک سعی کنید اقداماتی انجام دهید که منجر به نتایج زیر شود:
الف) احتمال وقوع خرابی:
کاری کنید که علل بالقوهٔ خرابی را پیدا کنید و در صورت امکان آن را به طور کامل از بین ببرید تا احتمال خرابی کاهش یابد.
ب) تشخیص خرابی:
طرحها و سیستمهای کنترلی بیشتری اضافه کنید. امروزه حسگرهای بیشماری برای پایش تجهیزات در دسترس هستند که بسیاری از آنها دارای امکان اعلان هشدار و یکارچهسازی با اینترنت اشیا برای پایش و ارسال دادههای تجهیز در لحظه هستند. این سیستم های پایش وضعیت تجهیز، بخشی جدایی ناپذیر از نظارت در استراتژی نگهداری و تعمیرات مبتنی بر وضعیت (CBM) و نگهداری و تعمیرات پیشبینانه (PdM) است.
پ) شدت خرابی:
کنترلها را معمولاً در جایی باید قرار داد که جلوی عواقب قابل توجه خرابی را بگیرد. به عنوان مثال، آتش نشانان مسیرهایی را حفر میکنند که گسترش آتش از یک منطقه به منطقه دیگر را دشوار میکند. به این ترتیب، وقتی هر بخشی دچار آتشسوزی میشود، میتوان بدون مانع طبیعی از گسترش مشکل جلوگیری کرد.

آتشنشانان در حال حفر مانع گسترش آتش
به عنوان یک قانون نانوشته باید توجه داشت که تعیین درجهبندی سختترین کار ممکن است است. و درجهبندی شدت خرابی کاهش نمییابد مگر اینکه از قبل تغییر قابل توجهی در طراحی یا فرایند ایجاد کرده باشیم.
گام ۹: RPN یا عدد اولویت ریسک را دوباره محاسبه کنید
هنگامی که اقدامات مرتبط اجرایی برای بهبود رتبهٔ شدت، احتمال وقوع و احتمال تشخیص خرابی را انجام دادیم، باید رتبه بندی وقوع، تشخیص و شدت خود را دوباره انجام دهیم و عدد اولویت ریسک یا RPN خود را مجدداً محاسبه کنیم. اگر هنوز بالاتر از آستانه بحرانی تعیینشدهٔ خود هستیم، باید دوباره به دنبال راهکارهای بهتری برای کاهش خرابی باشیم.
و اگر در محاسبهٔ مجدد RPN زیر آستانه بحرانی قرار گرفتیم با خیال آسوده به سراغ خرابی بعدی در ردیف بعدی فرم FMEA میرویم.
مثالی از FMEA
در مثال زیر به فرایند FMEA در هنگام طراحی سیم ترمز دوچرخه، نگاهی میاندازیم. ابتدا مطمئن شوید که دوچرخه را به طور کلی به خوبی میشناسید. در فرم FMEA زیر حالتهای خرابی و اثرات خرابی را ذکر میکنیم. رتبهبندیها را تعیین کرده و عدد اولویت ریسک یا RPN را محاسبه میکنیم.
این فرم FMEA است که در نهایت داریم:

نمونهٔ تکمیلشدهٔ یک فرم FMEA
با عدد اولویت ریسک یا RPN ۳۰۰، فرم به وضوح نشان میدهد که اولین مسئلهای که باید به آن پرداخته شود، مواد اولیهٔ استفاده شده در سیم ترمز است. محیط و بارگذاری بر خواص مواد نایلون تأثیر میگذارد، که اگر لنت ترمز به درستی کار نکند، باعث تصادف میشود. این مشکل، مشکلِ طراحی است (انتخاب مواد). در این مساله باید به دنبال جایگزینهای نایلونی باشیم که عملکرد خوب یا بهتری داشته باشند، و در رطوبت کم مشکلات ایمنی نداشته باشند.
پس از انتخاب مواد جدید، RPN خود را مجدداً محاسبه کنید.
FMEA یک سرمایه گذاری بلند مدت برای موفقیت
آنالیز حالات و اثرات خرابی یا FMEA یک راهکار فوری و موقت یا جعبه ابزار عیبیابی نیست. بلکه یک فعالیت مستمر با هدف جلوگیری از خرابی در صورت امکان و کاهش اثرات آن در صورت عدم وجود آن است. FMEA در اصل منبعی برای برنامهریزی و گاردی حفاظتی در برابر ضررهای مالی و ریسکهای مرتبط با ایمنی است.
در حالی که اجرای FMEA مستلزم صبر و سرمایهگذاری زمانی قابل توجهی است، اما با برنامهریزی قبلی، کاهش استراتژی نگهداری و تعمیرات واکنشی و پشتیبانی از تیم اجرایی FMEA برای موفقیت آنها، مطمئن باشید که اجرای FMEA در بلند مدت دین خود را به شما ادا خواهد کرد.
